专业从事机械加工和有色金属铸造的专业厂家
质量第 一和用户至上是我们家和人永恒的追求!

0535-6353191
专业从事机械加工和有色金属铸造的专业厂家
质量第 一和用户至上是我们家和人永恒的追求!
0535-6353191

电 话:0535-6353191
传 真:0535-6336699
邮 箱:china_jiahe@163.com
网 址:www.yantaijiahe.cn
地 址:烟台市福山区临港工业园东泽路173号
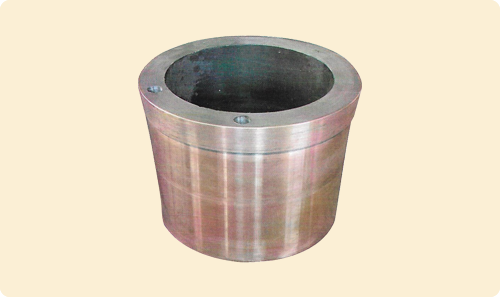
连铸结晶器铜管的主要作用就是对钢水提供快速而均匀的冷却,促进坯壳的快速均匀生长,形成质量良好的坯壳,在机械应力和热应力的作用下,即不会拉断也不会产生歪扭变型和裂纹等质量缺陷。因此,控制与改善结晶器的传热效果是连铸工艺控制的一个重要环节。
钢水进入结晶器后发生凝固收缩,不可避免地在坯壳与结晶器之间出现一定厚度的气隙,导致结晶器传热能力下降。气隙的热阻占结晶器内各热阻总和的80%。为消除或减少气隙,结晶器内腔应设计成具有一定的倒锥,而连续锥度结晶器其内腔能更好地减少气隙的厚度,更好的满足高速连铸的工艺要求。锥度大小影响均质坯壳形成,锥度过大会在拉坯时产生很大的摩擦力,造成拉漏;锥度过小对坯壳收缩的补偿作用消弱,坯壳与铜管间隙过大,不利于坯壳生长。铜管锥度应使坯壳均匀快速的生长,寿命长,同时适应较宽的浇筑速度范围,满足高校连铸机拉速要求。单锥度结晶器的热流,沿结晶器长度连续下降。抛物线结晶器的热流除第一段100mm左右外,在余下的长度内基本不变。因此把结晶器设计成具有上大下小的抛物线倒锥度,来补偿铸坯在结晶期内的收缩,降低气隙热阻,可以显著地提高拉坯速度。
倒锥度的设计和结晶器内腔形状的选择应遵循如下技术原则,即严格服从钢种的凝固收缩特性,使结晶器锥度内腔形状大限度地适合结晶器内凝固坯壳的实际形状,使整个结晶器中气隙厚度降低到低程度,从而改善结晶器的传热效果,以保证结晶器内坯壳厚度的均匀性及结晶器下口坯壳厚度。